-
 Hong Kong SAR
Hong Kong SAR






High Pressure Decorative Laminates
Decorative laminate boards consist of strips of cellulose fibre from different layers of paper impregnated with heat-hardening resins. These are joined using the manufacturing methods described below. The coating layer generally consists of an overlay impregnated with melamine resin and decor paper. The core of a laminate consists of kraft paper and applying heat and pressure causes the resins to flow and subsequently cure. Cross-linking of the resins, reinforced by the cellulose fibres of the papers, results in a very dense material with a sealed surface. The different decor papers, for example, solid colored, or wood-grained, or patterned, can present different style, size can be different as well. ■ OVERLAY Overlay paper is a bleached, transparent paper with a high resin absorbing capacity. It is used to improve resistance to abrasion and to protect the printed image of decorative papers. ■ DECOR PAPER The decorative side of the laminate consists of either decor paper, printed as a woodgrain, fantasy decor, uni or white decors. The decor papers range in weight from 60-130 g/m². ■ KRAFT PAPER Kraft papers which are impregnated with phenol resin are called core layers, because they are pressed in the laminate core, are important components of laminates. Kraft papers range in weight from 80 to 300 g/m², the heavier papers are predominantly used in compact laminates. ■ BACK SURFACE This back side of the laminate is made of dampness impeding film to ensure and presever structural stability as well as moisture protection to the planks. Fabrication hints - The laminates must be bonded to a substrate of reliable quality, such as particleboard, medium density fiberboard or plywood with one A face. High-pressure laminate, plaster, concrete and gypsum board should not be considered suitable substrates. Basic Types laminate may not be used as structural members. - Bond with adhesives and follow the techniques recommended by the adhesive manufacturer. Recommended adhesives are permanent types, such as urea and polyvinyl acetate (PVA), and contact types. - To avoid stress cracking, do not use square-cut inside corners. All inside corners should have a minimum of 1/8" (3.18mm) in radius and all edges should be routed smooth. - Drill oversized holes for screws or bolts. Screws or bolts should be slightly countersunk into the face side of a laminate-clad substrate. - Take care to ensure an appropriate acclimation between the laminate and the substrate prior to fabrication. The face and backing laminates and the substrate should be conditioned in the same environment for 48 hours before fabrication. - Recommended conditioning temperature is about 24 (75F). Laminates should be conditioned at relative humidity between 45% to 55%. - Carbide-tipped saw and router blades should be used for cutting. High tool speed and low feed speed are advisable. Cutting blades should be kept sharp. Use a hold-down to prevent any vibration.
Decorative laminate boards consist of strips of cellulose fibre from different layers of paper impregnated with heat-hardening resins. These are joined using the manufacturing methods described below. The coating layer generally consists of an overlay impregnated with melamine resin and decor paper. The core of a laminate consists of kraft paper and applying heat and pressure causes the resins to flow and subsequently cure. Cross-linking of the resins, reinforced by the cellulose fibres of the papers, results in a very dense material with a sealed surface. The different decor papers, for example, solid colored, or wood-grained, or patterned, can present different style, size can be different as well. ■ OVERLAY Overlay paper is a bleached, transparent paper with a high resin absorbing capacity. It is used to improve resistance to abrasion and to protect the printed image of decorative papers. ■ DECOR PAPER The decorative side of the laminate consists of either decor paper, printed as a woodgrain, fantasy decor, uni or white decors. The decor papers range in weight from 60-130 g/m². ■ KRAFT PAPER Kraft papers which are impregnated with phenol resin are called core layers, because they are pressed in the laminate core, are important components of laminates. Kraft papers range in weight from 80 to 300 g/m², the heavier papers are predominantly used in compact laminates. ■ BACK SURFACE This back side of the laminate is made of dampness impeding film to ensure and presever structural stability as well as moisture protection to the planks. Fabrication hints - The laminates must be bonded to a substrate of reliable quality, such as particleboard, medium density fiberboard or plywood with one A face. High-pressure laminate, plaster, concrete and gypsum board should not be considered suitable substrates. Basic Types laminate may not be used as structural members. - Bond with adhesives and follow the techniques recommended by the adhesive manufacturer. Recommended adhesives are permanent types, such as urea and polyvinyl acetate (PVA), and contact types. - To avoid stress cracking, do not use square-cut inside corners. All inside corners should have a minimum of 1/8" (3.18mm) in radius and all edges should be routed smooth. - Drill oversized holes for screws or bolts. Screws or bolts should be slightly countersunk into the face side of a laminate-clad substrate. - Take care to ensure an appropriate acclimation between the laminate and the substrate prior to fabrication. The face and backing laminates and the substrate should be conditioned in the same environment for 48 hours before fabrication. - Recommended conditioning temperature is about 24 (75F). Laminates should be conditioned at relative humidity between 45% to 55%. - Carbide-tipped saw and router blades should be used for cutting. High tool speed and low feed speed are advisable. Cutting blades should be kept sharp. Use a hold-down to prevent any vibration.
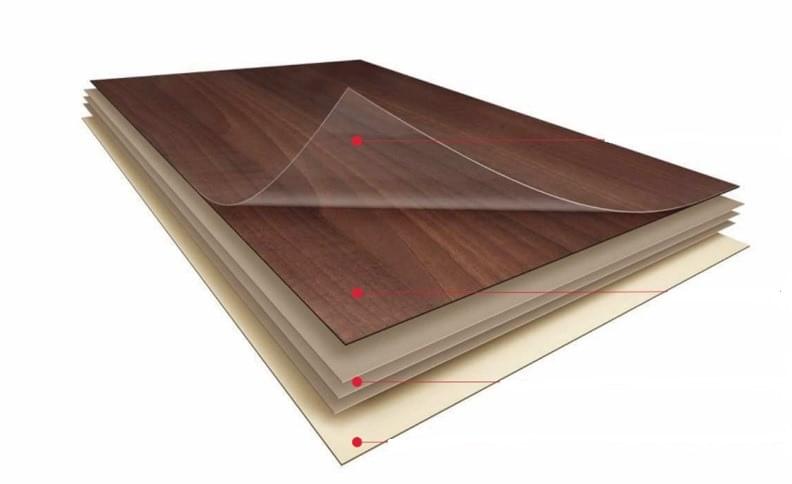
Decorative laminate boards consist of strips of cellulose fibre from different layers of paper impregnated with heat-hardening resins. These are joined using the manufacturing methods described below. The coating layer generally consists of an overlay impregnated with melamine resin and decor paper. The core of a laminate consists of kraft paper and applying heat and pressure causes the resins to flow and subsequently cure. Cross-linking of the resins, reinforced by the cellulose fibres of the papers, results in a very dense material with a sealed surface.
The different decor papers, for example, solid colored, or wood-grained, or patterned, can present different style, size can be different as well.
■ OVERLAY
Overlay paper is a bleached, transparent paper with a high resin absorbing capacity. It is used to improve resistance to abrasion and to protect the printed image of decorative papers.
■ DECOR PAPER
The decorative side of the laminate consists of either decor paper, printed as a woodgrain, fantasy decor, uni or white decors. The decor papers range in weight from 60-130 g/m².
■ KRAFT PAPER
Kraft papers which are impregnated with phenol resin are called core layers, because they are pressed in the laminate core, are important components of laminates. Kraft papers range in weight from 80 to 300 g/m², the heavier papers are predominantly used in compact laminates.
■ BACK SURFACE
This back side of the laminate is made of dampness impeding film to ensure and presever structural stability as well as moisture protection to the planks.
Fabrication hints
- The laminates must be bonded to a substrate of reliable quality, such as particleboard, medium density fiberboard or plywood with one A face. High-pressure laminate, plaster, concrete and gypsum board should not be considered suitable substrates. Basic Types laminate may not be used as structural members.
- Bond with adhesives and follow the techniques recommended by the adhesive manufacturer. Recommended adhesives are permanent types, such as urea and polyvinyl acetate (PVA), and contact types.
- To avoid stress cracking, do not use square-cut inside corners. All inside corners should have a minimum of 1/8" (3.18mm) in radius and all edges should be routed smooth.
- Drill oversized holes for screws or bolts. Screws or bolts should be slightly countersunk into the face side of a laminate-clad substrate.
- Take care to ensure an appropriate acclimation between the laminate and the substrate prior to
fabrication. The face and backing laminates and the substrate should be conditioned in the same environment for 48 hours before fabrication.
- Recommended conditioning temperature is about 24 (75F). Laminates should be conditioned at relative humidity between 45% to 55%.
- Carbide-tipped saw and router blades should be used for cutting. High tool speed and low feed speed are advisable. Cutting blades should be kept sharp. Use a hold-down to prevent any vibration.
The different decor papers, for example, solid colored, or wood-grained, or patterned, can present different style, size can be different as well.
■ OVERLAY
Overlay paper is a bleached, transparent paper with a high resin absorbing capacity. It is used to improve resistance to abrasion and to protect the printed image of decorative papers.
■ DECOR PAPER
The decorative side of the laminate consists of either decor paper, printed as a woodgrain, fantasy decor, uni or white decors. The decor papers range in weight from 60-130 g/m².
■ KRAFT PAPER
Kraft papers which are impregnated with phenol resin are called core layers, because they are pressed in the laminate core, are important components of laminates. Kraft papers range in weight from 80 to 300 g/m², the heavier papers are predominantly used in compact laminates.
■ BACK SURFACE
This back side of the laminate is made of dampness impeding film to ensure and presever structural stability as well as moisture protection to the planks.
Fabrication hints
- The laminates must be bonded to a substrate of reliable quality, such as particleboard, medium density fiberboard or plywood with one A face. High-pressure laminate, plaster, concrete and gypsum board should not be considered suitable substrates. Basic Types laminate may not be used as structural members.
- Bond with adhesives and follow the techniques recommended by the adhesive manufacturer. Recommended adhesives are permanent types, such as urea and polyvinyl acetate (PVA), and contact types.
- To avoid stress cracking, do not use square-cut inside corners. All inside corners should have a minimum of 1/8" (3.18mm) in radius and all edges should be routed smooth.
- Drill oversized holes for screws or bolts. Screws or bolts should be slightly countersunk into the face side of a laminate-clad substrate.
- Take care to ensure an appropriate acclimation between the laminate and the substrate prior to
fabrication. The face and backing laminates and the substrate should be conditioned in the same environment for 48 hours before fabrication.
- Recommended conditioning temperature is about 24 (75F). Laminates should be conditioned at relative humidity between 45% to 55%.
- Carbide-tipped saw and router blades should be used for cutting. High tool speed and low feed speed are advisable. Cutting blades should be kept sharp. Use a hold-down to prevent any vibration.
General Specification

| Colour | : | Brown |
| Finish | : | Natural |
| Material | : | Overlay | Decor paper | Kraft paper | Back surface |
Size
| Size | : | Contact us for more details |
Technical
| Storage | : | Stored in dry, sheltered area |
| Fire propagation | : | Class 1 |
| Surface spread of flame | : | Class 1 |
| Resistance to scratching | : | Rating 5: No visible change |
| Resistance to cigarette burns | : | Rating 4: Only visible at certain viewing angles |
| Resistance to surface wear | : | 600 |
| Determination of flatness | : | 0.25 mm/m |
| Resistance to impact by large diameter ball | : | Drop height: 1000 mm | Indent diameter: 8.43 mm |
| Resistance to immersion in boiling water | : | Rating 5 |
| Resistance to water vapour | : | Rating 5 |
| Formadehyde emission | : | < 1.5 mg/L |
Certification
| Certification | : | SGS |
Other Products You Might Like
Other Products You Might Like